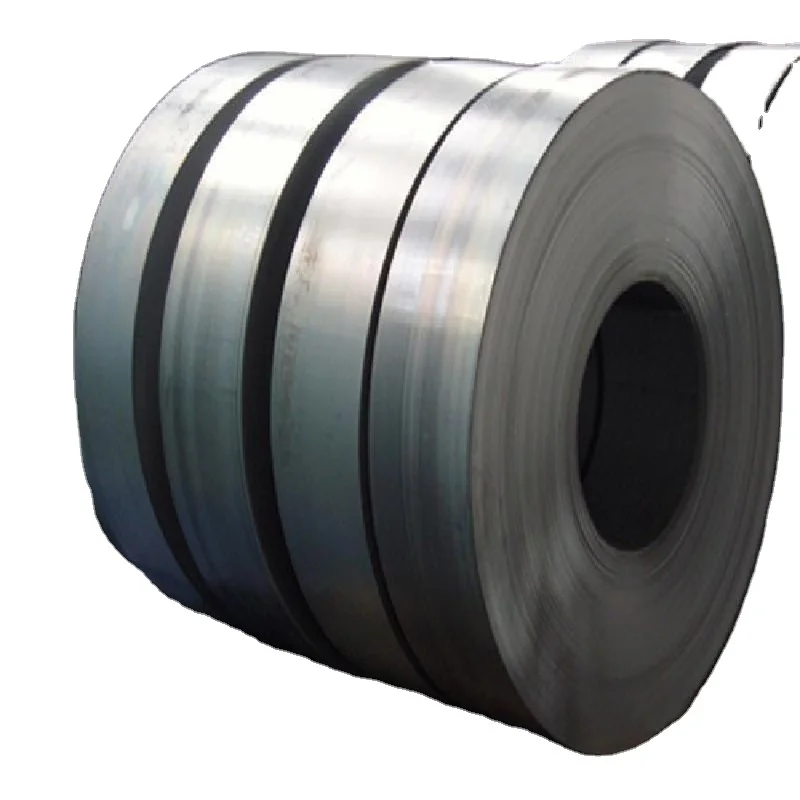
কোল্ড রোলিং: এটি চাপ এবং প্রসারিত নমনীয়তা প্রক্রিয়াকরণ। গন্ধ ইস্পাত উপকরণ রাসায়নিক গঠন পরিবর্তন করতে পারেন. কোল্ড রোলিং স্টিলের রাসায়নিক সংমিশ্রণ পরিবর্তন করতে পারে না, কয়েলটি বিভিন্ন চাপ প্রয়োগ করে কোল্ড রোলিং সরঞ্জাম রোলে স্থাপন করা হবে, কুণ্ডলীটি বিভিন্ন বেধে ঠান্ডা ঘূর্ণিত হবে এবং তারপরে শেষ ফিনিশিং রোলের মাধ্যমে, কয়েলের বেধের সঠিকতা নিয়ন্ত্রণ করুন, 3 সিল্কের মধ্যে সাধারণ নির্ভুলতা।
অ্যানিলিং: ঠান্ডা ঘূর্ণিত কয়েলটিকে একটি পেশাদার অ্যানিলিং চুল্লিতে রাখা হয়, একটি নির্দিষ্ট তাপমাত্রায় (900-1100 ডিগ্রি) উত্তপ্ত করা হয় এবং উপযুক্ত কঠোরতা পেতে অ্যানিলিং ফার্নেসের গতি সামঞ্জস্য করা হয়। উপাদান নরম হতে হবে, annealing গতি ধীর, উচ্চ সংশ্লিষ্ট খরচ. 201 এবং 304 হল অস্টেনিটিক স্টেইনলেস স্টীল, অ্যানিলিং প্রক্রিয়ায়, ঠান্ডা ঘূর্ণিত প্রক্রিয়ার ধাতববিদ্যা সংস্থাকে মেরামত করার জন্য গরম এবং ঠান্ডার প্রয়োজন হয়, তাই অ্যানিলিং একটি অত্যন্ত গুরুত্বপূর্ণ লিঙ্ক। কখনও কখনও অ্যানিলিং যথেষ্ট ভাল হয় না যাতে সহজেই মরিচা তৈরি হয়।
ওয়ার্কপিসটি একটি পূর্বনির্ধারিত তাপমাত্রায় উত্তপ্ত হয়, একটি নির্দিষ্ট সময়ের জন্য রাখা হয় এবং তারপরে ধাতব তাপ চিকিত্সা প্রক্রিয়া ধীরে ধীরে ঠান্ডা হয়। অ্যানিলিংয়ের উদ্দেশ্য হল:
1 বিভিন্ন সাংগঠনিক ত্রুটি এবং অবশিষ্ট চাপের কারণে ঢালাই, ফোরজিং, রোলিং এবং ঢালাই প্রক্রিয়ায় ইস্পাত উন্নত বা নির্মূল করা, ওয়ার্কপিসের বিকৃতি, ক্র্যাকিং প্রতিরোধ করার জন্য
2 কাটা জন্য workpiece নরম.
3 শস্য পরিশোধন, workpiece যান্ত্রিক বৈশিষ্ট্য উন্নত সংগঠন উন্নত. চূড়ান্ত তাপ চিকিত্সা এবং পাইপ তৈরির জন্য সাংগঠনিক প্রস্তুতি।
স্লিটিং: স্টেইনলেস স্টিলের কুণ্ডলী, সংশ্লিষ্ট প্রস্থে কাটা, যাতে আরও গভীর প্রক্রিয়াকরণ এবং পাইপ তৈরি করা যায়, স্লিটিং প্রক্রিয়ায় সুরক্ষার দিকে মনোযোগ দেওয়া প্রয়োজন, কুণ্ডলী আঁচড়ানো, প্রস্থ এবং ত্রুটি এড়াতে, স্লিটিং ছাড়াও পাইপ তৈরির প্রক্রিয়ার মধ্যে সম্পর্ক, স্টিলের স্ট্রিপটি ফ্রন্ট এবং burrs এর ব্যাচে উপস্থিত হয়, চিপিং সরাসরি ঢালাই পাইপের ফলনকে প্রভাবিত করে।
ঢালাই: স্টেইনলেস স্টীল টিউবের সবচেয়ে গুরুত্বপূর্ণ প্রক্রিয়া, স্টেইনলেস স্টীল প্রধানত আর্গন আর্ক ওয়েল্ডিং, হাই ফ্রিকোয়েন্সি ওয়েল্ডিং, প্লাজমা ওয়েল্ডিং, লেজার ওয়েল্ডিং ব্যবহার করা হয়। বর্তমানে সবচেয়ে বেশি ব্যবহৃত হয় আর্গন আর্ক ওয়েল্ডিং।
আর্গন আর্ক ওয়েল্ডিং: শিল্ডিং গ্যাস হল বিশুদ্ধ আর্গন বা মিশ্র গ্যাস, উচ্চ ঢালাই গুণমান, ভাল জোড় অনুপ্রবেশ কর্মক্ষমতা, রাসায়নিক, পারমাণবিক এবং খাদ্য শিল্পে এর পণ্যগুলি ব্যাপকভাবে ব্যবহৃত হয়।
উচ্চ-ফ্রিকোয়েন্সি ঢালাই: একটি উচ্চ শক্তির উৎস শক্তি সহ, বিভিন্ন উপকরণের জন্য, ইস্পাত পাইপের বাইরের ব্যাসের প্রাচীর বেধ উচ্চতর ঢালাই গতি অর্জন করতে পারে। আর্গন আর্ক ঢালাইয়ের সাথে তুলনা করা হয়, এটি 10 বারের বেশি ঢালাইয়ের সর্বোচ্চ গতি। উদাহরণস্বরূপ, উচ্চ-ফ্রিকোয়েন্সি ঢালাই ব্যবহার করে লোহার পাইপের উত্পাদন।
প্লাজমা ঢালাই: একটি শক্তিশালী অনুপ্রবেশ ক্ষমতা আছে, উচ্চ-তাপমাত্রার প্লাজমা আর্ক দ্বারা উত্পাদিত প্লাজমা টর্চের বিশেষ নির্মাণের একটি ব্যবহার এবং প্রতিরক্ষামূলক গ্যাস ফিউশন ধাতব ঢালাই পদ্ধতির সুরক্ষার অধীনে। উদাহরণস্বরূপ, যদি উপাদানটির বেধ 6.0 মিমি বা তার বেশি হয়, তাহলে প্লাজমা ঢালাই সাধারণত ওয়েল্ড সীমের মাধ্যমে ঢালাই করা হয় তা নিশ্চিত করার জন্য প্রয়োজন হয়।
বর্গাকার নল, আয়তক্ষেত্রাকার টিউব, ওভাল টিউব, আকৃতির টিউব-এ স্টেইনলেস স্টিলের ঢালাই পাইপ, প্রাথমিকভাবে বৃত্তাকার টিউব থেকে, একই পরিধি সহ বৃত্তাকার টিউব তৈরির মাধ্যমে এবং তারপরে সংশ্লিষ্ট টিউব আকারে গঠিত হয় এবং অবশেষে ছাঁচ দিয়ে আকৃতি এবং সোজা করা হয়। .
স্টেইনলেস স্টীল টিউব উত্পাদন কাটিয়া প্রক্রিয়া অপেক্ষাকৃত রুক্ষ, তাদের অধিকাংশ হ্যাকস ব্লেড সঙ্গে কাটা হয়, কাটা ফ্রন্ট একটি ছোট ব্যাচ উত্পাদন করবে; অন্য একটি ব্যান্ড করাত কাটা, উদাহরণস্বরূপ, বড় ব্যাস স্টেইনলেস স্টীল টিউব, এছাড়াও ফ্রন্ট একটি ব্যাচ আছে, ফ্রন্ট সাধারণ ব্যাচ খুব বেশি যখন শ্রমিকদের করাত ব্লেড প্রতিস্থাপন করতে হবে.
পলিশিং: পাইপ তৈরি হওয়ার পরে, পৃষ্ঠটি পলিশিং মেশিন দ্বারা পালিশ করা হয়। সাধারণত, পণ্য এবং আলংকারিক টিউব পৃষ্ঠ চিকিত্সার জন্য বিভিন্ন প্রক্রিয়া আছে, মসৃণতা, যা উজ্জ্বল (আয়না), 6K, 8K মধ্যে বিভক্ত করা হয়; এবং স্যান্ডিং গ্রাহকদের বিভিন্ন চাহিদা মেটাতে 40#, 60#, 80#180#, 240#, 400#, 600# সহ গোলাকার বালি এবং সোজা বালিতে বিভক্ত।
 গরম খবর
গরম খবর2024-09-05
2024-07-23
2024-06-14
2024-08-07
2024-05-23
2024-05-21