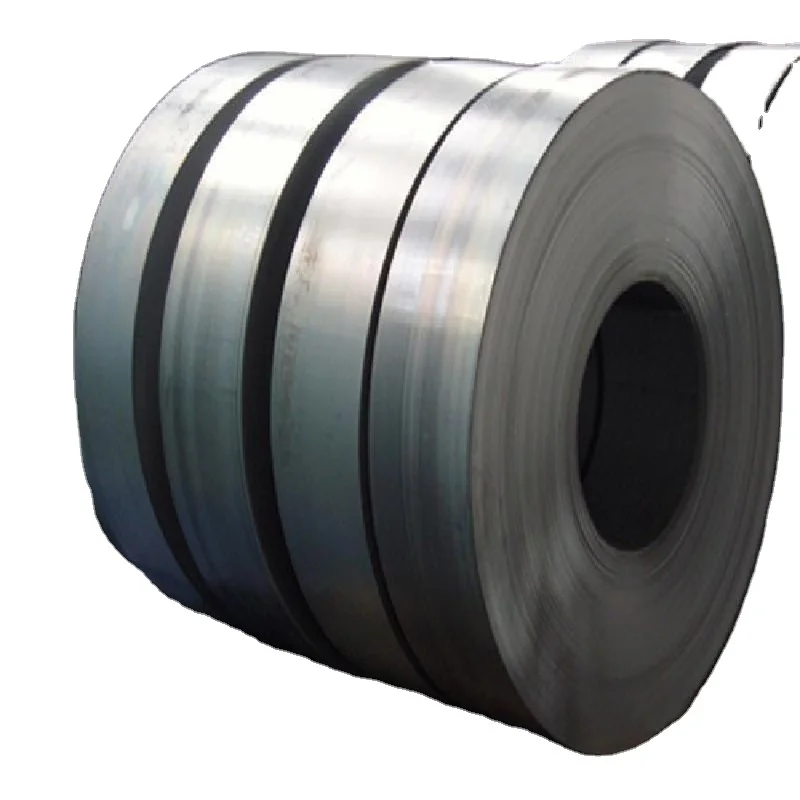
Walcowanie na zimno: jest to obróbka plastyczności pod ciśnieniem i rozciąganiem. Wytapianie może zmienić skład chemiczny materiałów stalowych. Walcowanie na zimno nie może zmienić składu chemicznego stali, cewka zostanie umieszczona w rolkach sprzętu do walcowania na zimno przy różnym ciśnieniu, cewka zostanie walcowana na zimno do różnych grubości, a następnie poprzez ostatni walec wykańczający kontroluj dokładność grubości cewki, ogólna dokładność w granicach 3 jedwabiu.
Wyżarzanie: Cewkę walcowaną na zimno umieszcza się w profesjonalnym piecu do wyżarzania, podgrzewa do określonej temperatury (900-1100 stopni) i dostosowuje prędkość pieca do wyżarzania w celu uzyskania odpowiedniej twardości. Materiał jest miękki, prędkość wyżarzania jest mała, tym wyższy jest odpowiedni koszt. 201 i 304 są austenityczną stalą nierdzewną, w procesie wyżarzania zapotrzebowanie na ciepło i zimno w celu naprawy metalurgicznej organizacji procesu walcowania na zimno zostaje uszkodzone, więc wyżarzanie jest bardzo krytycznym ogniwem. Czasami wyżarzanie nie jest wystarczająco dobre, aby łatwo wytworzyć rdzę.
Obrabiany przedmiot nagrzewa się do zadanej temperatury, utrzymuje przez określony czas, a następnie powoli schładza metal w procesie obróbki cieplnej. Celem wyżarzania jest:
1 w celu ulepszenia lub wyeliminowania stali w procesie odlewania, kucia, walcowania i spawania, spowodowanej różnymi wadami organizacyjnymi i naprężeniami szczątkowymi, aby zapobiec deformacji, pękaniu przedmiotu obrabianego
2 zmiękczyć obrabiany przedmiot do cięcia.
3 udoskonalić ziarno, poprawić organizację, aby poprawić właściwości mechaniczne przedmiotu obrabianego. Przygotowanie organizacyjne do końcowej obróbki cieplnej i produkcji rur.
Cięcie wzdłużne: cewka ze stali nierdzewnej, pocięta na odpowiednią szerokość, aby przeprowadzić dalszą głęboką obróbkę i wykonanie rury, w procesie cięcia należy zwrócić uwagę na ochronę, aby uniknąć zarysowania cewki, szerokości cięcia i błędów, oprócz cięcia wzdłużnego związek pomiędzy procesem wytwarzania rury, na partii frontów i zadziorów pojawiło się nacięcie taśmy stalowej, odpryski bezpośrednio wpływają na plastyczność spawanej rury.
Spawanie: najważniejszy proces rur ze stali nierdzewnej, stal nierdzewna jest głównie stosowana do spawania łukiem argonowym, spawania wysokiej częstotliwości, spawania plazmowego, spawania laserowego. Obecnie najczęściej stosowanym jest spawanie łukiem argonowym.
Spawanie łukiem argonowym: gaz osłonowy to czysty argon lub gaz mieszany, wysoka jakość spawania, dobra penetracja spoiny, jego produkty w przemyśle chemicznym, nuklearnym i spożywczym są szeroko stosowane.
Spawanie wysokiej częstotliwości: przy większej mocy źródła prądu, w przypadku różnych materiałów, grubość ścianki rury stalowej o średnicy zewnętrznej może osiągnąć większą prędkość spawania. W porównaniu ze spawaniem łukiem argonowym jego najwyższa prędkość spawania jest ponad 10-krotna. Na przykład produkcja rur żelaznych za pomocą spawania o wysokiej częstotliwości.
Spawanie plazmowe: charakteryzuje się dużą siłą penetracji, wykorzystuje specjalną konstrukcję palnika plazmowego wytwarzanego łukiem plazmowym w wysokiej temperaturze oraz metodą spawania metali w osłonie gazu ochronnego. Na przykład, jeśli grubość materiału osiąga 6.0 mm lub więcej, zwykle wymagane jest spawanie plazmowe, aby zapewnić zespawanie spoiny.
Rura spawana ze stali nierdzewnej w rurze kwadratowej, rurze prostokątnej, rurze owalnej, rurze kształtowej, początkowo z rury okrągłej, poprzez produkcję rury okrągłej o tym samym obwodzie, a następnie uformowanie w odpowiedni kształt rury, a na koniec kształtowanie i prostowanie za pomocą form .
Proces cięcia rur ze stali nierdzewnej jest stosunkowo szorstki, większość z nich jest cięta brzeszczotami do metalu, po cięciu powstanie niewielka partia frontów; druga to cięcie piłą taśmową, np. rury ze stali nierdzewnej o dużej średnicy, jest też partia frontów, ogólnie partia frontów jest za duża, gdy pracownicy muszą wymienić brzeszczot.
Polerowanie: Po uformowaniu rury powierzchnię poleruje się za pomocą maszyny polerskiej. Zwykle istnieje kilka procesów obróbki powierzchni rur produktowych i dekoracyjnych, polerowania, które dzieli się na jasne (lustrzane), 6K, 8K; a szlifowanie dzieli się na piasek okrągły i piasek prosty, o średnicach 40 #, 60 #, 80 #180 #, 240 #, 400 #, 600 #, aby zaspokoić różne potrzeby klientów.
 Aktualności
Aktualności2024-09-05
2024-07-23
2024-06-14
2024-08-07
2024-05-23
2024-05-21