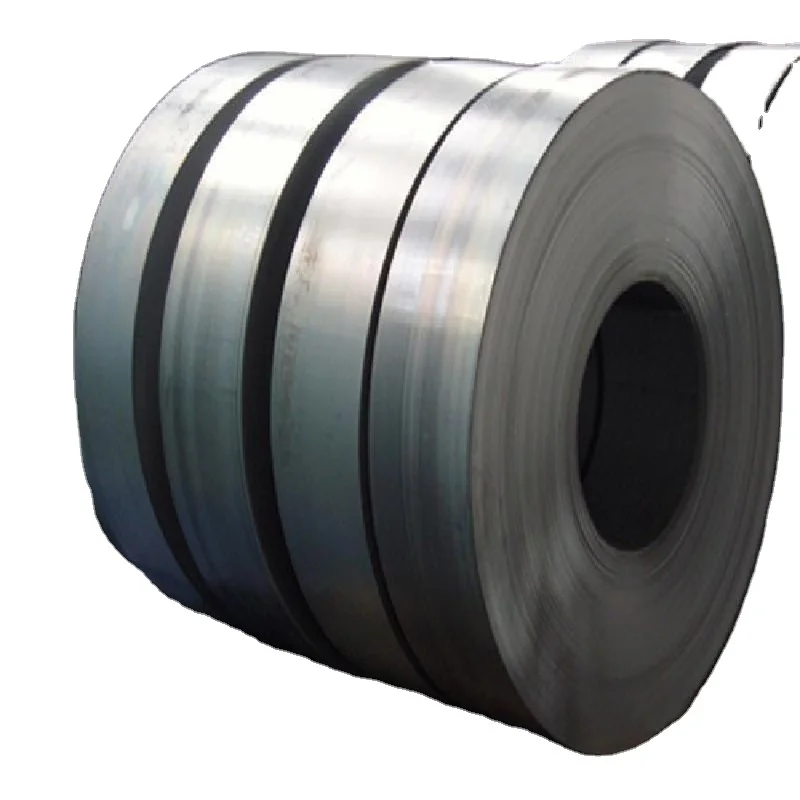
ມ້ວນເຢັນ: ມັນເປັນການປະມວນຜົນຂອງຄວາມກົດດັນແລະການຍືດ ductility. ການຫລອມໂລຫະສາມາດປ່ຽນອົງປະກອບທາງເຄມີຂອງວັດສະດຸເຫຼັກ. ມ້ວນເຢັນບໍ່ສາມາດປ່ຽນແປງອົງປະກອບທາງເຄມີຂອງເຫລໍກ, ມ້ວນມ້ວນຈະຖືກວາງເຂົ້າໄປໃນມ້ວນອຸປະກອນມ້ວນເຢັນໂດຍນໍາໃຊ້ຄວາມກົດດັນທີ່ແຕກຕ່າງກັນ, ມ້ວນມ້ວນຈະຖືກມ້ວນເຢັນກັບຄວາມຫນາທີ່ແຕກຕ່າງກັນ, ແລະຫຼັງຈາກນັ້ນຜ່ານມ້ວນສໍາເລັດຮູບສຸດທ້າຍ, ຄວບຄຸມຄວາມຖືກຕ້ອງຂອງຄວາມຫນາຂອງມ້ວນ, ຄວາມຖືກຕ້ອງທົ່ວໄປພາຍໃນ 3 ຜ້າໄຫມ.
Annealing: ມ້ວນມ້ວນເຢັນແມ່ນເອົາເຂົ້າໄປໃນ furnace annealing ມືອາຊີບ, ໃຫ້ຄວາມຮ້ອນກັບອຸນຫະພູມສະເພາະໃດຫນຶ່ງ (900-1100 ອົງສາ), ແລະຄວາມໄວຂອງ furnace annealing ໄດ້ຖືກປັບເພື່ອໃຫ້ໄດ້ຄວາມແຂງທີ່ເຫມາະສົມ. ວັດສະດຸທີ່ຈະອ່ອນ, ຄວາມໄວ annealing ແມ່ນຊ້າ, ສູງຄ່າໃຊ້ຈ່າຍທີ່ສອດຄ້ອງກັນ. 201 ແລະ 304 ແມ່ນເຫຼັກສະແຕນເລດ austenitic, ໃນຂະບວນການ annealing, ຄວາມຕ້ອງການຮ້ອນແລະເຢັນເພື່ອສ້ອມແປງອົງການຈັດຕັ້ງໂລຫະຂອງຂະບວນການມ້ວນເຢັນໄດ້ຮັບຄວາມເສຍຫາຍ, ດັ່ງນັ້ນ annealing ເປັນການເຊື່ອມຕໍ່ທີ່ສໍາຄັນຫຼາຍ. ບາງຄັ້ງການຫມູນວຽນບໍ່ດີພໍທີ່ຈະເຮັດໃຫ້ເກີດ rust ໄດ້ຢ່າງງ່າຍດາຍ.
ຊິ້ນວຽກແມ່ນໃຫ້ຄວາມຮ້ອນກັບອຸນຫະພູມທີ່ກໍານົດໄວ້ກ່ອນ, ຈັດຂຶ້ນໃນໄລຍະເວລາທີ່ແນ່ນອນແລະຫຼັງຈາກນັ້ນຂະບວນການເຮັດຄວາມຮ້ອນຂອງໂລຫະເຢັນຊ້າໆ. ຈຸດປະສົງຂອງການ annealing ແມ່ນ:
1 ປັບປຸງຫຼືລົບລ້າງເຫຼັກໃນຂະບວນການຫລໍ່, forging, ມ້ວນແລະການເຊື່ອມໂລຫະທີ່ເກີດຈາກຄວາມຜິດປົກກະຕິຂອງອົງການຈັດຕັ້ງແລະຄວາມເຄັ່ງຕຶງທີ່ຕົກຄ້າງ, ເພື່ອປ້ອງກັນການຜິດປົກກະຕິຂອງ workpiece, cracking.
2 soften the workpiece for cutting .
3 ປັບປຸງເມັດພືດ, ປັບປຸງອົງການຈັດຕັ້ງເພື່ອປັບປຸງຄຸນສົມບັດກົນຈັກຂອງ workpiece ໄດ້. ການກະກຽມຂອງອົງການຈັດຕັ້ງສໍາລັບການປິ່ນປົວຄວາມຮ້ອນສຸດທ້າຍແລະການສ້າງທໍ່.
Slitting: ທໍ່ສະແຕນເລດ, ຕັດເຂົ້າໄປໃນຄວາມກວ້າງທີ່ສອດຄ້ອງກັນ, ເພື່ອປະຕິບັດການປຸງແຕ່ງເລິກຕື່ມອີກແລະການສ້າງທໍ່, ຂະບວນການຕັດຕ້ອງເອົາໃຈໃສ່ກັບການປົກປ້ອງ, ເພື່ອຫຼີກເວັ້ນການຂັດຂວດ, ຄວາມກວ້າງຂອງການຕັດແລະຄວາມຜິດພາດ, ນອກເຫນືອຈາກການຕັດທໍ່. ຄວາມສໍາພັນລະຫວ່າງຂະບວນການຜະລິດທໍ່, slitting ຂອງແຖບເຫຼັກໄດ້ປາກົດຢູ່ໃນ batch ຂອງຫນ້າແລະ burrs, chipping ໂດຍກົງຜົນກະທົບຕໍ່ຜົນຜະລິດຂອງທໍ່ການເຊື່ອມໂລຫະ.
ການເຊື່ອມໂລຫະ: ຂະບວນການທີ່ສໍາຄັນທີ່ສຸດຂອງທໍ່ສະແຕນເລດ, ສະແຕນເລດຖືກນໍາໃຊ້ຕົ້ນຕໍແມ່ນການເຊື່ອມໂລຫະ arc, ການເຊື່ອມໂລຫະຄວາມຖີ່ສູງ, ການເຊື່ອມໂລຫະ plasma, ການເຊື່ອມໂລຫະ laser. ໃນປັດຈຸບັນການນໍາໃຊ້ຫຼາຍທີ່ສຸດແມ່ນການເຊື່ອມໂລຫະ arc argon.
ການເຊື່ອມໂລຫະ Argon: ອາຍແກັສ shielding ແມ່ນ argon ບໍລິສຸດຫຼືອາຍແກັສປະສົມ, ຄຸນນະພາບການເຊື່ອມໂລຫະສູງ, ປະສິດທິພາບການເຊື່ອມໂລຫະທີ່ດີ, ຜະລິດຕະພັນຂອງຕົນໃນອຸດສາຫະກໍາເຄມີ, nuclear ແລະອາຫານໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງ.
ການເຊື່ອມໂລຫະຄວາມຖີ່ສູງ: ມີແຫຼ່ງພະລັງງານທີ່ສູງຂຶ້ນ, ສໍາລັບວັດສະດຸທີ່ແຕກຕ່າງກັນ, ຄວາມຫນາຂອງກໍາແພງຫີນເສັ້ນຜ່າກາງພາຍນອກຂອງທໍ່ເຫຼັກສາມາດບັນລຸຄວາມໄວການເຊື່ອມໂລຫະທີ່ສູງຂຶ້ນ. ເມື່ອປຽບທຽບກັບການເຊື່ອມໂລຫະ argon, ແມ່ນຄວາມໄວການເຊື່ອມໂລຫະທີ່ສູງທີ່ສຸດຂອງມັນຫຼາຍກ່ວາ 10 ເທື່ອ. ຕົວຢ່າງ, ການຜະລິດທໍ່ເຫລໍກໂດຍນໍາໃຊ້ການເຊື່ອມໂລຫະທີ່ມີຄວາມຖີ່ສູງ.
ການເຊື່ອມໂລຫະ plasma: ມີອໍານາດ penetrating ທີ່ເຂັ້ມແຂງ, ແມ່ນການນໍາໃຊ້ການກໍ່ສ້າງພິເສດຂອງ torch plasma ທີ່ຜະລິດໂດຍ plasma arc ອຸນຫະພູມສູງ, ແລະພາຍໃຕ້ການປົກປ້ອງຂອງອາຍແກັສປ້ອງກັນວິທີການເຊື່ອມໂລຫະ fusion. ສໍາລັບຕົວຢ່າງ, ຖ້າຄວາມຫນາຂອງວັດສະດຸສູງເຖິງ 6.0 ມມຫຼືຫຼາຍກວ່ານັ້ນ, ການເຊື່ອມໂລຫະ plasma ປົກກະຕິແລ້ວແມ່ນຈໍາເປັນເພື່ອຮັບປະກັນວ່າ seam ການເຊື່ອມແມ່ນ welded ຜ່ານ.
ທໍ່ສະແຕນເລດ welded ໃນທໍ່ສີ່ຫລ່ຽມ, ທໍ່ສີ່ຫລ່ຽມ, ທໍ່ຮູບໄຂ່, ທໍ່ຮູບໄຂ່, ໃນເບື້ອງຕົ້ນຈາກທໍ່ກົມ, ໂດຍຜ່ານການຜະລິດທໍ່ກົມທີ່ມີເສັ້ນຮອບດຽວກັນແລະຫຼັງຈາກນັ້ນປະກອບເຂົ້າໄປໃນຮູບຮ່າງທໍ່ທີ່ສອດຄ້ອງກັນ, ແລະສຸດທ້າຍແມ່ນຮູບຮ່າງແລະ straightening ດ້ວຍ molds. .
ຂະບວນການຕັດການຜະລິດທໍ່ສະແຕນເລດແມ່ນຂ້ອນຂ້າງຫຍາບຄາຍ, ສ່ວນຫຼາຍແມ່ນຕັດດ້ວຍແຜ່ນໃບຄ້າຍຄື hacksaw, ຕັດຈະຜະລິດເປັນ batch ຂະຫນາດນ້ອຍຂອງຫນ້າ; ອີກອັນຫນຶ່ງແມ່ນການຕັດແຖບ, ສໍາລັບການຍົກຕົວຢ່າງ, ທໍ່ສະແຕນເລດທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່, ຍັງມີ batch ຂອງຫນ້າ, batch ທົ່ວໄປຂອງຫນ້າຫຼາຍເກີນໄປໃນເວລາທີ່ພະນັກງານຈໍາເປັນຕ້ອງໄດ້ທົດແທນແຜ່ນໃບຄ້າຍຄື.
ການຂັດ: ຫຼັງຈາກທໍ່ໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນ, ດ້ານແມ່ນຂັດດ້ວຍເຄື່ອງຂັດ. ປົກກະຕິແລ້ວ, ມີຫຼາຍຂະບວນການສໍາລັບການປິ່ນປົວດ້ານຂອງຜະລິດຕະພັນແລະທໍ່ຕົກແຕ່ງ, ການຂັດ, ເຊິ່ງແບ່ງອອກເປັນສົດໃສ (ກະຈົກ), 6K, 8K; ແລະການຂັດແມ່ນແບ່ງອອກເປັນດິນຊາຍຮອບແລະດິນຊາຍຊື່, ມີ 40#, 60#, 80# 180#, 240#, 400#, 600#, ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການທີ່ແຕກຕ່າງກັນຂອງລູກຄ້າ.
 ຂ່າວດ່ວນ
ຂ່າວດ່ວນ2024-09-05
2024-07-23
2024-06-14
2024-08-07
2024-05-23
2024-05-21