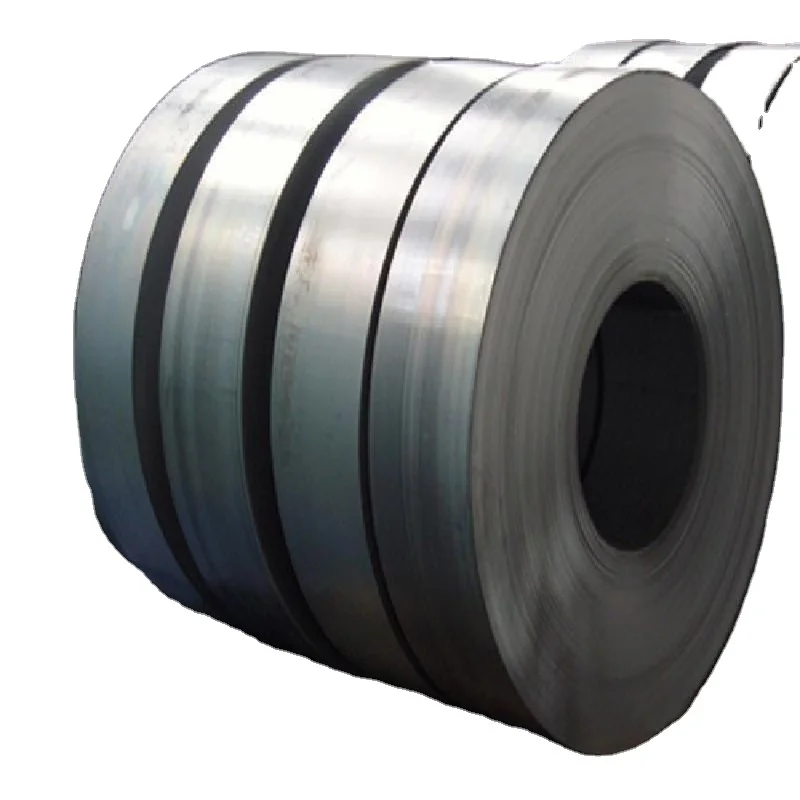
Soğuk haddeleme: Basınç ve germe sünekliğinin işlenmesidir. Eritme, çelik malzemelerin kimyasal bileşimini değiştirebilir. Soğuk haddeleme çeliğin kimyasal bileşimini değiştiremez, rulo farklı basınçlar uygulayarak soğuk haddeleme ekipmanı rulolarına yerleştirilecek, rulo farklı kalınlıklara soğuk haddelenecek ve daha sonra son bitirme rulosu aracılığıyla rulo kalınlık doğruluğunu kontrol edecek, 3 silk dahilinde genel doğruluk.
Tavlama: Soğuk haddelenmiş rulo profesyonel tav fırınına konulur, belirli bir sıcaklığa (900-1100 derece) kadar ısıtılır ve uygun sertliği elde edecek şekilde tav fırınının hızı ayarlanır. Malzemenin yumuşak olması, tavlama hızının yavaş olması, karşılık gelen maliyetin yüksek olması. 201 ve 304 östenitik paslanmaz çeliktir, tavlama işleminde soğuk haddeleme işleminin metalurjik organizasyonunu onarmak için sıcak ve soğuk ihtiyacı zarar görür, bu nedenle tavlama çok kritik bir bağlantıdır. Bazen tavlama, pasın kolaylıkla oluşmasını sağlayacak kadar iyi olmayabilir.
İş parçası önceden belirlenen bir sıcaklığa kadar ısıtılır, belirli bir süre tutulur ve daha sonra yavaş yavaş soğutularak metal ısıl işlemi yapılır. Tavlamanın amacı:
1 çeşitli organizasyonel kusurların ve artık stresin neden olduğu döküm, dövme, haddeleme ve kaynak işlemlerinde çeliği iyileştirmek veya ortadan kaldırmak, iş parçasının deformasyonunu, çatlamasını önlemek
2 kesme için iş parçasını yumuşatın.
3 taneyi rafine edin, iş parçasının mekanik özelliklerini iyileştirmek için organizasyonu geliştirin. Son ısıl işlem ve boru yapımı için organizasyonel hazırlık.
Dilme: paslanmaz çelik bobin, daha derin işleme ve boru yapımı gerçekleştirmek için karşılık gelen genişliğe kesilir, dilme işleminin, bobinin çizilmesini, dilme genişliğini ve hatasını önlemek için korumaya dikkat etmesi gerekir. Boru yapım prosesi arasındaki ilişki, çelik şeritlerin ön kısmında ortaya çıkan dilme ve çapak, çentiklenme kaynaklı borunun verimini doğrudan etkiler.
Kaynak: Paslanmaz çelik borunun en önemli işlemi, paslanmaz çelik esas olarak argon arkı kaynağı, yüksek frekanslı kaynak, plazma kaynağı, lazer kaynağı kullanılır. Şu anda en çok kullanılanı argon ark kaynağıdır.
Argon arkı kaynağı: koruyucu gaz saf argon veya karışık gazdır, yüksek kaynak kalitesi, iyi kaynak nüfuz etme performansı, ürünleri kimya, nükleer ve gıda endüstrilerinde yaygın olarak kullanılmaktadır.
Yüksek frekanslı kaynak: Farklı malzemeler için daha yüksek bir güç kaynağı gücüyle, çelik borunun dış çap duvar kalınlığı daha yüksek bir kaynak hızına ulaşabilir. Argon ark kaynağıyla karşılaştırıldığında, en yüksek kaynak hızı 10 kattan fazladır. Örneğin yüksek frekanslı kaynak kullanılarak demir boru üretimi.
Plazma kaynağı: güçlü bir nüfuz gücüne sahiptir, yüksek sıcaklıkta plazma arkı tarafından üretilen ve koruyucu gaz füzyon metal kaynak yönteminin koruması altında üretilen plazma meşalesinin özel yapısının kullanılmasıdır. Örneğin, malzemenin kalınlığı 6.0 mm veya daha fazlasına ulaşırsa, kaynak dikişinin tamamen kaynaklanmasını sağlamak için genellikle plazma kaynağı gerekir.
Paslanmaz çelik kaynaklı boru, kare boru, dikdörtgen boru, oval boru, şekillendirilmiş boru, başlangıçta yuvarlak borudan, aynı çevreye sahip yuvarlak borunun üretimi yoluyla ve daha sonra karşılık gelen boru şekline dönüştürülmüş ve son olarak kalıplarla şekillendirilip düzleştirilmiştir. .
Paslanmaz çelik boru üretimi kesme işlemi nispeten kabadır, çoğu demir testeresi bıçaklarıyla kesilir, kesim küçük bir grup ön kısım üretecektir; diğeri, örneğin geniş çaplı paslanmaz çelik boru gibi şerit testere kesimidir, ayrıca bir grup ön kısım da vardır, işçilerin testere bıçağını değiştirmesi gerektiğinde genel olarak çok fazla ön taraf vardır.
Parlatma: Boru şekillendirildikten sonra cila makinesi ile yüzey parlatılır. Genellikle, ürünün ve dekoratif tüplerin yüzey işlemesi, parlak (ayna), 6K, 8K'ya ayrılan cilalama için çeşitli işlemler vardır; ve zımparalama, müşterilerin farklı ihtiyaçlarını karşılamak için 40#, 60#, 80#180#, 240#, 400#, 600# ile yuvarlak kum ve düz kuma bölünmüştür.
 Sıcak Haberler
Sıcak Haberler2024-09-05
2024-07-23
2024-06-14
2024-08-07
2024-05-23
2024-05-21